
�aƷ����
- ϵ�Ԓ��0517-86781318
ϵ�҂�
- ��˾���Q������睙�x������˾
- �Ԓ��0517-86781318
- ���棺0517-86951198
- ϵ�ˣ�������
- �֙C:18952312396
- QQ: 522014080
- ��˾��ַ�����Kʡ����h���I�@�^�_��·1̖
���g����
���܉�����ʾֵ�`������������{���������Ո��
��x����819 �l���r�g��2020/5/15 9:12:34
�ڬF�����I���a�ӹ��^���У������������ڌ����N�x���O�䉺��ֵ�Ĝy��������Ԫ��ʽ�����܉����������º��Q���ܱ������^�鳣Ҋ�ĉ�����֮һ�����ճ�ʹ���г����a�����N���}����ʾֵ�����M������Ӱ���I�İ�ȫ���a�ͽ���Ч�档���˱��C�����ṩ�y�������Ĝʴ_�ԣ���Ч���M����ֵ���f�����Ěw�{���Y�˾��ܱ��ڌ��H�z���г��F�ij�Ҋ���}�������}�ij����M�з������������Q������
���ܱ���Ҫ���ڙz��һ�㉺������Ҳ������Һ�w����w��������յľ��ܜy������һ�㉺���������º��Qһ����������ڜy��偠t�������ܵ��͉����������O��ĉ���ֵ���ډ�������ֵ���f�^���У����ܱ�����˜����ܷ�����ֵ�ʴ_�ɿ��Ă��f�oһ�������ֱ��Ӱ푹��I����I�İ�ȫ���a��
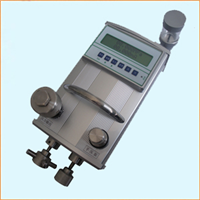
���ܱ��ĽY�����乤��ԭ��
���ܱ���Ҫ�M�ɲ����У����ɹܡ����әC����ָʾ�C���Լ��횤�IJ��֡�
���ɹܣ��ډ����������£����ӵ����ɶˮa��λ�ƣ���һ�������ȣ�λ�����c���y�����ʾ����Pϵ��
���әC���������ɹ����ɶ˵�����λ��ͨ�^�����X݆�������X݆���νz�ȽM���M�зŴ��Ҍ�ֱ��λ���D�Q��ָᘽ�λ�ơ�
ָʾ�C������ָ��D��ָʾ�����ɹܵď�����׃�������ڿ̶ȱP���x������ֵ��
�횤���C�������܉��o�̶���������
���ܱ��Ĺ���ԭ�������Ï�������Ԫ�����珗�ɹܣ��ډ��������®a��������׃������׃���Ĵ�С�c���õĉ�����һ���ľ����Pϵ��ͨ�^���әC���Ŵ���ָ��ڷֶȱP��ָʾ�����y�ĉ�����
���ܱ���ʾֵ�`�����
��һ�����ܱ��������ڵ��`��
1.���Ժ�Ч���µ�ʾֵ�`�������������ʧ���ɹܲ������̏�ԭ�Q֮�鏗�Ժ�Ч��һ�����͉�ԇ��Д����Ƿ����Ҫ���Ã��|���ϣ����m�İ�ȫϵ�������Cе���ܻ��̎���ȷ�����pС��Ӱ푡�
2.���ɹγߴ硢�ӹ����ϼ���ˇ�����ʾֵ�`�һ����У�̡����Ⱥ��{��ʹ�þ��ȵķ��������ơ�
3.�CеĦ���`���ͨ�^�p�ñ횤�ķ�����������
4.���P�̶��`����c�x���b�乤ˇ��У�̼�ָᘵİ��bλ�����P��
�������ˆT�x���`��
���xȡ����ʾֵ�r���x���˵�ҕ���ǶȲ�һ��Ҳ������ʾֵ�`����ܱ���ʾֵ���Էֶ�ֵ��ʮ��֮һ�M�й��x���x���rҕ��ʼ�K���;��ܱ����P��ֱ���������̶ȵĜp���x����ɵ�ʾֵ�`�
�������h���`��
��ʹ�íh���ضȳ���Ҏ�̵�Ҫ��r����ȥ���ܱ��������S�Ļ����`��֮�⣬߀�Мضȸ����`�����Ҏ��Ҏ���Ĝضȭh�������ܱ��M�Йz����pС�h���`�
���ģ����ܱ����bλ��������`��
���ڰ��bλ�ò�ͬ����Һ����h���`��������|��Һ�w�r����ʹ���ܱ���ָ��S�c�˜����y���c̎��ͬһˮƽ�棬��pС����`�
���܉������ǹ��I������ʮ�֏V���ĉ����x�������ڌ��H�z���е�ʾֵ�ʴ_��Ӱ������S�����a����ȫ�ͮaƷ���|������ô���܉������ڳ��Fʾֵ�`��rҪ��ô�{���أ������҂���ͬ��W����
1���҂��ڙz���r�����F�����z���c����ֵ��ͬ����r��ᘌ�����r�҂�������������ͨ�^�ڳ����c����ĵ�һ���z���c���°��bָᘣ�����У���@ʾʾֵ���Դˁ��˷��ˆ��}��
2���z���r��ֵ�ʾ����`����F��̎�������鮔�`����u���ӕr����ʾֵ�{����������������ӱ��L����֮���t����ƣ��p�ٱ��L��
3��ʾֵ�����ȿ�(���`��)����(ؓ�`��)�����ԓ�`���ԭ����Ҫ�����ڏ��ɹܵČ��H���܉�������������X݆�������X݆�İ��bλ�ò�������Ҋ�ˆ��}�҂���ԓ���rᘷ����D�әCо���U�����U�c�����X݆�ĊA�ǣ���֮���t형rᘷ����D�әCо���sС�A�ǡ����^�{�����`��ʾ����`����Ƅ�ʾֵ�{����ᔼ��ɡ�
4��ʾֵ�ډ���ʾֵһ�븽�����̎�������鮔�҂��M�������Ժ������gλ�����°��bָᘣ������������`��͑�ԓ�{�����U�c�����X݆�ĊA�ǣ��M�оC���{����
5���Еrʾֵ���ڃH��һ�ɂ��c����˕r�҂���ԓ�z��Cо��ԓ�c�����������r����������r���X݆����̎�����ë�̣���ؓ��r���X��ĥ�p���Ђ��������a����Q��
6�����҂���һ�K���܉���������{���������ز���Ȼ�����ָᘲ�����λ���t�����Ǐ��ɹ�׃�Σ��˕r�҂���Ҫϵ�S�������¸��Q�µľ��܉�������
�������������܉������z���������зe�۵�һ�c�����ܱ�ʾֵ�`����F�Ć��}�Ƕ��ģ���ֻҪ�҂��܉��J���^�죬���࿂�Y�����չ��ϵ�̎�����ɣ��͕�ʹ�҂�ʹ�þ��ܱ����Ô������ӵĜʴ_������߹���Ч�ʵ�ͬ�rҲ�ܞ鉺����ֵ���f�ṩ������ŵĔ���֧�֡�
���]�aƷ




 ���g֧�֣�
���g֧�֣� �ھ��ͷ�
�ھ��ͷ�